

Our Infrastructure
Where Technology and Taste Meet.
At every step – from raw materials to the finished product that reaches the customers’ kitchen – quality, safety, hygiene and customized service is at the forefront of all our efforts.
Quality is at the center of every operation that takes place in Fazlani Foods.
That’s why we have ensured that all our manufacturing facilities adhere to the highest level of quality, safety, and hygiene standards during the manufacturing process, as well as the supply chain. Additionally, only the most technologically advanced and sophisticated machinery and equipment are deployed at every facility, creating world-class manufacturing facilities that form the basis for the unmatched quality and unparalleled reliability that our products stand for.



-

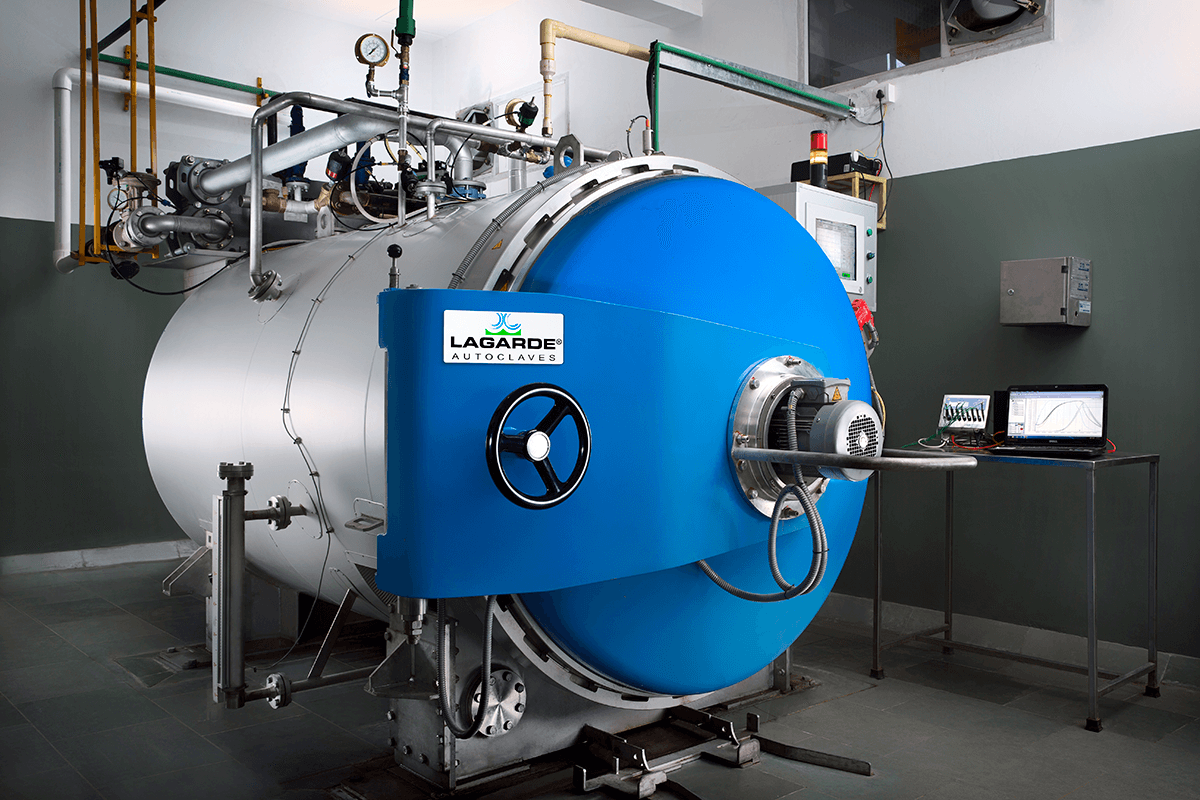
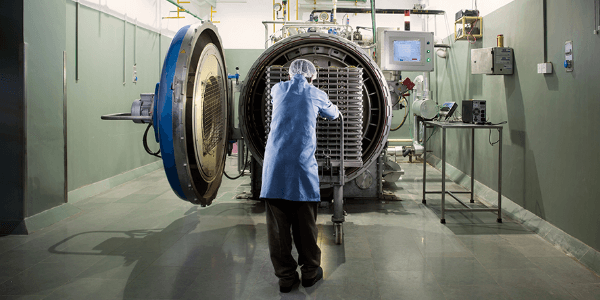
A great example of the innovations at work in our factories is the Lagarde Autoclave, an industry benchmark for quality, designed to meet the stringent European and FDA/USDA standards.
-

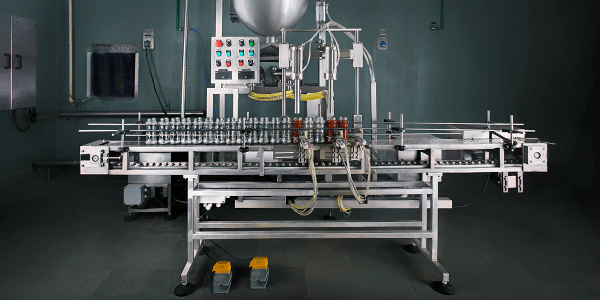
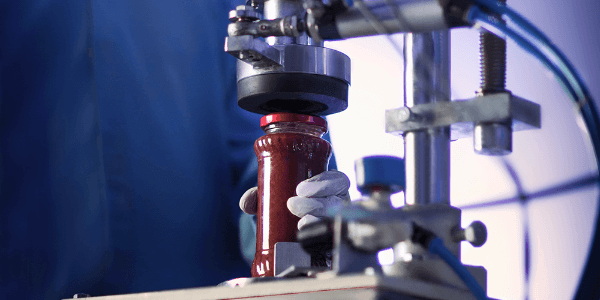
For providing further convenience to our customers, our factories are also equipped with the G. Mondini Tray/Bowl sealing machines that come straight from Italy.
-

It facilitates a longer product shelf life, even at room temperature, allowing for the maximum possible taste and nutrition retention.
-

A world leader in sealing machinery mechanism, it provides every pack with the highest sealing integrity.
-

Furthermore, in accordance with BRC Certified, FSSAI, ISO 22000:2005 Certified Plant, all our factories adhere to National and International compliance standards.
-

And for added hygiene and safety, a well-equipped in-house chemical and microbial laboratory for incoming raw material and finished goods analysis ensures that everything that goes in and comes out of the kitchen meets every quality standard.